
科技改變生活 · 科技引領未來
科技改變生活 · 科技引領未來

一、系統組成所謂分條機,就是將大幅寬帶材縱切成若干所需規格的小幅寬的帶條的一種機械設備。其大概的傳動示意圖如下,在主牽引的驅動下,帶材由放卷輥向收卷輥的方向運動,切刀輥上裝有若干把切刀,帶材在經過切刀輥時分切成若干的窄幅寬的帶條,將分切后的
一、系統組成
所謂分條機,就是將大幅寬帶材縱切成若干所需規格的小幅寬的帶條的一種機械設備。其大概的傳動示意圖如下,在主牽引的驅動下,帶材由放卷輥向收卷輥的方向運動,切刀輥上裝有若干把切刀,帶材在經過切刀輥時分切成若干的窄幅寬的帶條,將分切后的帶條收卷在收卷輥上,收卷方式為中心收卷。其中放卷部分由磁粉離合器控制張力,主牽引和收卷輥分別用匯川MD380和MD330變頻器驅動。
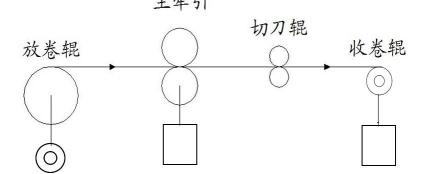
系統傳動框架圖
二、改造方案
主牽引使用匯川通用變頻器MD380驅動,工作在開環矢量速度模式控制下,控制分條機的運行速度,用電位器R1來調節速度的大小,其AO1端口作為運行頻率的輸出,作為收卷變頻器的線速度給定;
收卷輥使用匯川張力專用變頻器MD330驅動,工作在張力開環轉矩控制模式下,該工作模式下,電機需安裝編碼器。MD330是一種可以實現恒張力控制的變頻器,變頻器通過接收來自主牽引MD380變頻器AO1端口輸出的線速度信號后進行內部的計算,可以獲得料卷的實時卷徑,通過算出的卷徑控制變頻器的輸出力矩來獲得恒張力控制。系統的收卷張力通過電位器R2來調節;
MD330變頻器為了避免在收卷時出現菜心狀(尤其是薄膜和紙張),在內部計算時加入了一定的錐度計算,張力會隨著卷徑的變大而相應的衰減,這會是分條后的產品幅寬隨著卷徑的變大而越來越寬,為了避免這種情況,PLC通過通訊的方式從MD380讀取料卷的當前卷徑,然后根據卷徑的逐漸變化線性的補償這一部分衰減的張力,使張力保持恒定。
三、方案優勢
1、和原系統相比,切削尺寸精度由 0.5mm 提高到0.2mm;2、引入線性張力補償,提高分條產品的質量穩定性;3、系統簡潔,調試簡單,恒張力控制基本不受速度影響;4、分條過程張力恒定,無需人為調節張力;5、克服了磁粉收卷固有的弱點,可實現高速分條,同時提高了設備的可靠性
四、客戶現場圖片
改造前后切削的產品端面對比
丁同華